
典型機械安全操作(二)
發布時間:2017-09-01
(5)鉆床的安全操作。
與車床主要是加工回轉體工件中心部位的孔相比,鉆床可加工盤套類、軸類、箱體支架類工件上多種形式和不同部位的孔,如軸承孔、連擊孔、定位銷孑L等。鉆削時,鉆頭做高速旋轉運動,加之工件類型的多樣性,很容易造成事故。實習時,除了必須遵守金屬切削機械的安全操作規程外,還要特別注意以下安全事項:
①切忌不能用手握住工件進行加工;不得用手去觸摸旋轉的鉆夾頭或鉆頭,不得用棉紗去擦拭沾在旋轉鉆頭上的切屑。
②更換鉆頭時,要采用專用工具來松、緊鉆夾頭,不得用手錘敲擊。
③搖臂升降、搖轉以及鉆夾頭左右移動時,要松開鎖緊手柄,以防損壞鉆床。
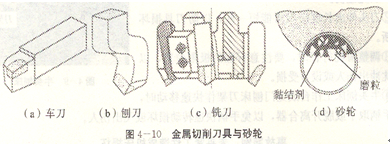
(6)磨床的安全操作。 磨床所用的刀具是砂輪,它是由成千上萬顆磨粒和結合劑燒結而成的多孔物體。一顆磨粒的作用相當于一把車刀,不同的是車刀、銑刀、鉆頭是由金屬材料制成的切削刀具,而組成砂輪的常用磨粒材料是A12O3,SiC等。這些材料具有很高的硬度和熱性能,因此,磨削能夠勝任高速切削。磨削過程中產生大量的熱量和砂輪破碎是造成安全事故的主要因素。金屬切削刀具與砂輪如圖4一10所示。
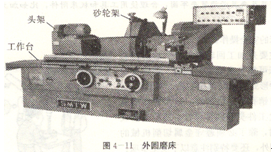
磨床屬于精密機床。磨床可以加工零件上各種平面、溝槽,外圓和內孔,以及齒輪、螺紋和其他成形面等。磨床有外圓磨床、內圓磨床、平面磨床等,圖4―11所示為外圓磨床。
除了應遵守金屬切削機床的安全操作規程外.還要特別注意以下事項:
①采用于磨法磨削T件或修墊砂輪時,必須開啟吸塵裝置,一定要戴防護眼鏡,操作者應站在砂輪的側面。
②砂輪工作速度絕對不能超過允許速度;砂輪切入時,不準快速直接接觸工件表面,要留有一小段距離緩慢地進給,以防砂輪突然受力后破裂飛出發生事故。
③更換砂輪時,應根據聲響判斷新砂輪是否有裂紋;正確安裝和緊固砂輪后,將安全防護罩裝上緊固且進行平衡試驗,確認無誤后才能使用。
④砂輪未退離工件表面時,不得突然停止運轉;進行測量時,應將砂輪退到安全位置上,待砂輪停轉后方能進行。
⑤采用濕磨法時,切削液必須充分和連續,以降低切削區溫度,一旦切削液中斷,要立即停機;不準突然由于磨轉為濕磨,以防高溫狀態下的砂輪驟冷碎裂。
⑥一次磨削多個小尺寸工件時,需要設置檔鐵限位,防止jr:件受力飛出或砂輪爆裂。
⑦磨床液壓系統的壓力不得低于規定值。若液壓缸內有空氣,可移動工作臺于兩端將其排除,以防液壓系統失靈造成事故。
2、常見現代制造技術實驗設備的安全操作
現代制造技術是傳統制造技術不斷吸收機械、電子、信息、材料、能源及現代管理
技術等方面成果并將其綜合應用的制造技術的總稱。以現代制造技術為載體,出現了多種新的工藝和設備。下面介紹幾種在實習中會進行操作的機床。
(1)數控機床的安全操作流程。數控機床和普通機床一樣都是通過刀具(或磨具)與工件之間的相對運動來實現切削加工,兩者的不同之處在于控制切削運動的方式不同。數控機床是按照預先編制好的加工程序自動對工件進行加fr,而普通機床通常必須由手工操作來完成整個加工過程。控制方法的不同致使對實驗操作的安全要求也不同,除了應遵守普通切削機床的安全操作規程外,還有專門的如下要求:
①數控程序要在計算機上經過仿真校驗,確保程序的正確性,檢查確認無誤后才能傳人機床用于零件加工。
②自動運行程序前,可利用機床上的模擬仿真或空運行模式檢查程序的正確性。
③機床運行前,必須先關閉安全防護門;操作過程中,必須集中注意力謹慎操作,一旦發生問題,及時按下復位按鈕或緊急停止按鈕。
④出現報警時。要先進人主菜單的診斷界面,根據報警號和提示文本,查找原因。
及時排除警報。
⑤實習學生在操作時,旁觀的同學禁止按控制而板上的任何按鈕、旋鈕,以免發生意外及事故。
⑥嚴禁隨意修改、刪除機床的任何參數。
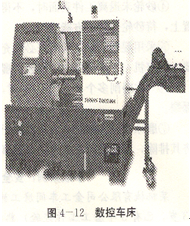
數控機床的種類很多,如數控車床(如圖4―12所示)、數控銑床、加工中心等。它們都是比較精密的自動化機床,操作設定流程很復雜,編程也需要經過較長時間的學習準備,操作中應特別注意安全規程。操作數控機床也應遵循相應的普通機床的安全操作原則。
參考資料:實驗室安全與環境保護






