
炮彈翼片超聲波水浸探傷
發布時間:2017-11-22
炮彈翼片在飛行中起導向作用,因此,對翼片質量要求非常嚴格。在1次數萬件成品翼片的性能抽檢拉力試驗中發現有15%性能不合格。經剖傷和金相分析,翼片中存在夾雜、分層等缺陷。而翼片內部組織出現不連續性缺陷,肉眼無法檢查,斷口檢查是破壞性的。因此必須用無損檢測的方法進行探傷挑選成品,減少損失,保證產品質量。
翼片是由鋁合金3 mm厚薄板沖制的,幾何形狀見圖1,根據翼片存在的缺陷,采用多種無損檢測的方法進行試驗,確定選用超聲水浸探傷,用點聚焦探頭,調節最佳探頭入射角及水層厚度,在試片中產生蘭姆波及利用縱波多次反射進行探傷,達到了預期的探傷效果。

1探傷方法的研究
1.1探傷方法的選擇
超聲波探傷方法一般根據工件的幾何形狀、加工方法、材質、缺陷分布部位及方向等進行選擇。由于試片小、薄、幾何形狀不規范,給試驗帶來很大困難。根據超聲波的產生及傳播特性,厚度小于4 mm的薄板,比較好的探傷方法為蘭姆波法、橫波反射法等。超聲波能量是通過耦合劑傳遞到工件中去的,耦合方式有兩種:接觸法和液浸法。由于接觸法試驗條件要求不高,方法比較簡單、靈活,操作方便,因此采用接觸法進行試驗。
試驗儀器選用CTS-32A型超聲探傷儀,耦合介質選用機油,橫波探頭進行試驗,探頭參數見表1。
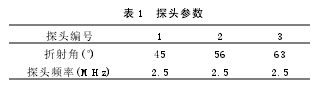
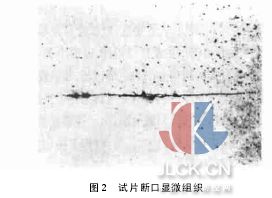
分別用3個探頭對180片翼片進行探傷試驗,結果3號探頭檢測效果相對最好,在噪聲電平不大于5%,增益量為96dB的條件下,檢測發現15片在板身部位有異常波形。取幾片具有代表性的試片進行復探定位、編號,做性能拉力試驗,結果示于表2。其中13號性能試驗合格。對斷口用高倍顯微鏡觀察,為夾雜分層,見圖2。
在試驗過程中,由于探頭與試片直接接觸摩擦,使已氧化的表面產生劃痕,不符合翼片質量要求,對耳子部位無法檢測,因此接觸法不可采納。但通過本實驗,為制作大小適當的對比人工傷找到了參考數據。

1.2對比試片的制作
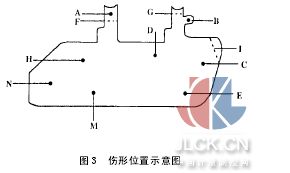
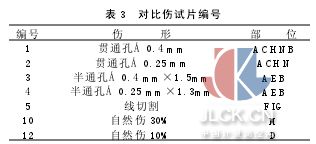
翼片檢查是非標準檢查,沒有標準對比試片,需要制訂合理的翼片驗收標準。標準訂的過嚴,會造成誤判,反之,會造成漏檢事故。因此,尋找合適的對比人工傷作為檢測依據,確定探傷參數是非常必要的。分別在翼片不同部位上鉆制不同直徑的貫通孔、半通孔,用線切割在厚向1/2處不同方位進行不同深度的切割,見圖3及表3。
1.3水浸探傷試驗
試驗設備及條件:水槽;能使翼片平穩移動的小車;水中無氣泡,清潔無雜質,水溫室溫;三維連續可調探頭架;水槽必須平穩放置;由于聚焦探頭將超聲波聚焦成線束,在焦柱處聲能集中,可提高探傷靈敏度,能夠實現高精度探傷,因此采用聚焦探頭試驗。儀器選用CTS―32A型超聲波探傷儀,探頭為2.5 MHz,晶片直徑 10 mm,曲率半徑18 mm,點聚焦直探頭,水層厚度由焦距決定。
聚焦公式:
R=F(1 -C1/C2) (1)
式中R―探頭曲率半徑(mm)
F―焦距(mm)
C1―水中聲速(m/s)
C2―環氧樹脂中聲速((m/s)
常溫下,水中聲速1480 m/s;環氧樹脂中聲速2750 m/s;鋁縱波聲速6260 m/s。根據公式(1):F=R/(1 -C1/C2)=18÷(1-1480÷2750)=39 (mm)
在水中聚焦聲速焦點落于薄板表面入射點,探傷效果最好,示意圖見圖4,此時水層厚度H與焦距F的關系:H=F?cosα(2)
式中α―入射角
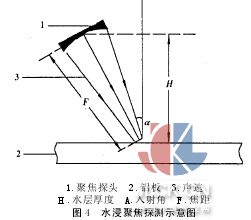
為找出最佳水層厚度及入射角,開始將水層厚度定為39 mm,然后逐步下調,對三維可調探頭架進行調節,在不同入射角下,分別對10號、12號試片M點及D點進行掃查,調節儀器參數,觀察兩種自然傷反射波高的反應情況(波形應清晰,無雜波),在最佳參數下D點缺陷波高100%,M點波高比D點大2dB。對另幾片對比試片進行試驗,耳子部位除1號、2號試片A點能辯別,3號、4號A點孔傷無法辯認,B點不能檢測。其它部位探傷效果都非常好,其中4號E點反射回波高度40%。下面對此條件下所產生的波形進行理論分析。
試驗最佳探傷參數:儀器增益82 dB;探測范圍50 mm;抑制120°;探頭選擇方式單2;入射角17°;水層厚度38 mm。在水層產生橫波的條件:α>αsαs=arcsin(CL1/CL2) (3)
式中αs―橫波臨界角
CL1―第一介質縱波速度
CL2―第二介質縱波速度
根據公式(3):αs=arcsin(1480÷6260)=13.7°
試驗所得到的最佳角度為17°,大于13.7°,顯然產生的波為橫波,但是在超聲波檢測中,當板厚與波長相近時,將產生蘭姆波,蘭姆波分對稱型和非對稱型,能同時檢測板材內部和表面缺陷,靈敏度高。從圖5中查得2.5×3 MHz?mm產生蘭姆波模式有5種,見表4。
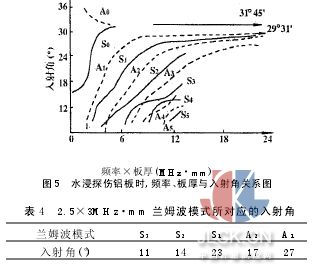
試驗的最佳入射角17°與非對稱型蘭姆波模式A2的入射角相同,所以此次試驗的波形為蘭姆波,根據試驗得到的入射角代入公式(2),可求出水層厚度:H=F?cosα=39×cos17°=37.3 mm理論計算值與實際值基本相符,試驗中,翼片耳子部位采用這種方法檢測不理想,尋求其它方法進行試驗。
2驗收標準的制定
在最佳探傷參數下,取400片對大板部位進行探傷試驗,其結果43片廢品。在成品里抽檢10片做拉力性能試驗,結果全部合格。在廢品里取10片做拉力性能試驗,8片不合格,2片合格,對相當于4號片E點波高80%、60%的缺陷各取兩片做拉力性能試驗,4片全部合格。
當D點波高100%時,4號片E點波高40%。經研究分析以E點波高60%作為參考標準,對兩箱試片981片進行探傷,檢測結果成品865片,廢品116片,抽檢10%進行復探,正檢率100%。在成品里抽檢10片做拉力性能試驗合格,經反復多次試驗,以E點 0.25 mm×1.3 mm人工傷波高60%作為比較基準是可靠的。
3翼片耳子部位檢測研究
耳子部位面積小,聲源面積應小于耳子部位面積,才有可能避開由邊緣反射而產生的雜波,采用2.5MHz,振子直徑4 mm,曲率半徑8 mm點聚焦直探頭,根據公式(1):焦距F=8÷(1-1480÷2750)=3.7 mm。
以3.7 mm為水層參考厚度,調節三維探頭架及儀器參數,對3號試片耳子部位進行掃查,經反復試驗,發現在二次回波與三次回波中間位置出現異常波,波高提到100%,經定位取出試片,確定為A點 0.4 mm×1.8 mm孔。此時水層厚度在1 mm左右,探頭入射角為0°,并同時對B點、E點進行掃查,孔傷波形反應清晰。在此參數基礎上,對4號試片耳子部位進行掃查提高儀器增益,A點、B點人工傷均能發現,波高60%,但探B點時有雜波,這就要靠經驗進行判斷。同時對M點、D點進行掃查,波幅飽和。取100片試片(探傷參數不變),用此方法對耳子部位進行掃查,其中3片有缺陷,2片在耳子邊部用4倍放大鏡已看到分層狀缺陷,另一片進行定位、剖傷,經分析為夾雜分層。
4檢測方法的確定
根據以上試驗結果,翼片板身部位采用蘭姆波法,水層厚度38 mm,入射角17°,以孔徑 0.25mm、孔深1.3 mm、波高60%為檢測標準。耳子部位采用縱波多次反射法,水層厚度1 mm,入射角0°,以孔徑 0.25 mm、孔深1.3 mm、波高60%為檢測標準調節儀器起始靈敏度進行探傷。板身部位也可用此方法進行檢測,但是由于小車運動是手工操作,速度略快則水層產生波動,探傷效果不理想,所以板身檢測沒有采用這種方法。
5檢測結果
用這兩種方法對數萬件翼片進行檢測,成品率81.5%,20%進行復探,正檢率100%。在兩箱成品里抽20片做拉力性能試驗,結果全部合格。
摘自:中國計量測控網






