
首頁>技術中心>技術資訊>基于永磁體磁擾動的鉆具螺紋檢測方法與裝置
基于永磁體磁擾動的鉆具螺紋檢測方法與裝置
發布時間:2017-09-01
鉆具是石油開采中使用的重要器材,在鉆井服役的過程中,因工作環境惡劣,既受到交變的沖擊載荷,又受腐蝕、磨損、溫度及壓力等因素的影響,同時由于鉆具自身設計結構、材質選用及加工處理等因素,失效斷裂事故時有發生。鉆具在旋轉過程中,螺紋連接部位受到彎、扭交變載荷作用,且彎曲最劇烈的部位是螺紋消失端的扣底部分,加上螺紋本身結構因素的影響,在螺紋尾部的牙根處產生嚴重的應力集中,使鉆具連接螺紋成為最容易失效的部位。鉆具失效事故的歷年統計表明,鉆具接頭及螺紋失效約占鉆具失效事故的80%左右[1-2]。及時發現鉆具螺紋部位的早期失效,并做出合適的修理處理或報廢,是預防鉆具斷裂事故發生行之有效的途徑之一。目前,超聲和磁粉是應用較為廣泛的兩種檢測鉆具螺紋裂紋的無損探傷方法,然而這兩種方法均存在一定的使用局限性,且人為因素的影響都較大;另外有采用ACFM和漏磁檢測方法來實現鉆具螺紋的檢測[3-4],但所形成的檢測裝置結構復雜,不易操作。到目前為止,鉆具螺紋區域的探傷之所以還沒有一種比較方便、準確、高效的探傷檢測方法,主要原因是其在幾何結構及缺陷特征上的特殊性。為此,筆者提出一種基于微小永磁體磁擾動的檢測方法,實現鉆具螺紋的便捷和快速探傷。
1永磁體磁擾動檢測原理
永磁體附近存在著磁場,根據磁場的近距作用觀點[5],磁能是定域在磁場中的,只與磁場和磁場分布的空間有關。由最小能量原理[6-7]可知當一個體系達到穩定的平衡態時,該體系總是處于最低的能量狀態,所以磁場處于低能態時更穩定。靜態的磁作用場已處于低能穩態,當這個平衡狀態被打破時,磁場會產生改變,使磁能重新趨于低能穩態,直到磁場再次成為靜態場。磁場在由中間變化到再次呈現靜態的過程中發生了重構,而這一重構變化持續的時間很短,相對于原本靜態的磁場來說其瞬間的重構變化可以稱之為磁擾動[8]。
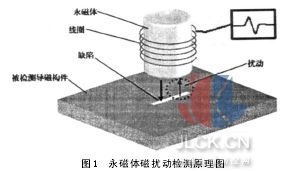
永磁體磁擾動檢測方法就是建立在磁相互作用場發生突變時有磁擾動現象發生的基礎之上的。其檢測原理如圖1所示,永磁體作為磁源靠近被檢測導磁構件,與其表面構成相互磁作用場,形成具有一定低勢穩態的磁能場。當該導磁構件表面發生不連續性突變時,構建的整個相互磁作用場會產生磁擾動,這一磁擾動會反饋到磁源永磁體,采用穿過式線圈環繞在永磁體上捕獲永磁體的磁擾動變化,并轉換成相應電壓變化,通過對電壓信號的識別就可以獲得導磁構件上與之對應的不連續性信息所在。由于永磁體磁擾動檢測方法是以磁作用場發生突變時的磁擾動機理為檢測基礎,被檢測導磁構件只要存在不連續性突變就會產生磁擾動,而與不連續性的走向無關,所以該方法具有能夠檢測導磁構件上全方位走向缺陷的檢測特性。

2鉆具螺紋磁擾動檢測傳感器設計
根據螺紋受力的特點,螺紋牙底是應力集中處,所以鉆具螺紋部分的缺陷主要有根部裂紋與刺穿空洞兩種失效形式。鉆具螺紋形狀特殊,既有不同的錐度,也有不同的牙型與結構尺寸,復雜的結構增加了常規檢測方法對其快速高效檢測的難度;另外,螺紋的端部位置特點使得在采用其它電磁檢測方法時,由于端部效應的存在而影響著螺紋上缺陷的檢出。對此,結合永磁體磁擾動檢測方法的全方位走向缺陷均能檢測的自主式檢測特點,只要選擇合適的永磁體并制作成近似“點式”或“線式”自主檢測傳感器,就能直接到達螺紋的牙根部并沿著螺旋線掃描,從而可實現螺紋牙根部缺陷的檢測且無螺紋齒形外圍輪廓所形成的干擾信號。
在永磁體磁擾動檢測方法中,所用永磁體磁極端面作用于被檢測物上方時檢出效果更好,故永磁體在體積小巧的同時磁極要盡可能位于端頭,且應選用磁能積大的磁體,如Nd-Fe-B稀土永磁體,如圖2(a)所示。在制作永磁體上的穿過式環繞線圈時,永磁體磁極線應與環繞線圈的軸心線平行,此狀態下的檢出效果最好,所以形成的永磁體磁擾動傳感器如圖2(b)所示。該傳感器是采用細的漆包銅線在磁芯上環繞而成,線圈集中在接近螺紋牙底檢測的那一端磁極,并通過航空導線引出。對螺紋的檢測,首要的是能夠保證傳感器達到螺紋牙底部位;另外,對于種類繁多大小不盡相同的鉆具螺紋,為了增強所用檢測探頭的通用性,該傳感器的體積在檢出性能滿足最小缺陷檢測要求的同時應盡可能的小。在這里,永磁體外加了一層環繞線圈后導致所構成的傳感器的體積有所增大,所以永磁體體積大小及形狀的選擇尤為重要。
在一般情況下單體永磁體磁擾動檢測傳感器有著較好的檢測性能,特別是在傳感器有螺紋齒作導向沿著螺旋線平穩掃查的狀態下。但由于永磁體磁擾動檢測傳感器終究屬于自主式檢測方式,與被檢測物之間的相對姿態直接影響著檢出信號,導致在檢測過程中,當傳感器掃描的平穩性不夠好時易于產生提離信號。所以,為了確保永磁體磁擾動檢測傳感器有穩定的檢出信號,在單體永磁體傳感器的基礎上進行了差動改進,所形成的永磁體形狀及相應的傳感器如圖2(c)、2(d)所示,環繞在相鄰同向極性1、2端的線圈差動后輸出。
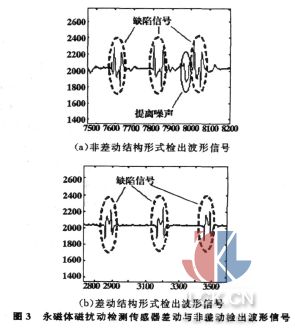
將上述兩種傳感器形式2(b)、2(d)對螺紋上的裂紋進行了測試驗證,獲得如圖3所示的檢出波形信號。從圖3中可以看出,在傳感器掃查不是很平穩時,非差動的結構形式確實存在某些提離噪聲,而差動形式的檢出波形中噪聲明顯很小。雖然也發現缺陷信號的幅值在差動過程中有所減弱,但總體上有著較好的信噪比。
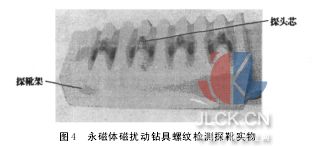
為了讓永磁體磁擾動檢測傳感器適應鉆具螺紋的快速高效檢測,將多個傳感器作為探頭芯封裝在同一探靴架里構成檢測探靴,如圖4所示。探靴架和被檢測螺紋相接觸的輪廓面應與被檢測螺紋齒型相配。探靴架的作用有:一方面可陣列固定并保護探頭芯;另一方面讓探頭芯能夠沿著螺紋線掃查,保證了探靴掃查姿態的平穩性。探頭芯在探靴架里的布置方式與被檢測鉆具螺紋的結構尺寸有關,也與掃查方式有關。
3鉆具螺紋磁擾動檢測系統設計
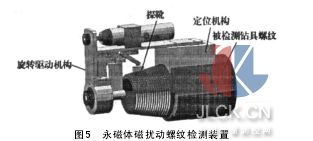
上述所形成的永磁體磁擾動螺紋檢測探靴可以直接手動操作對螺紋進行快速掃查檢測,但為了進一步簡化人工操作程序,可構造輔助機構將探靴連接起來以實現自動沿著螺紋線旋轉掃查。其檢測裝置由永磁體磁擾動螺紋檢測探靴、旋轉驅動和定位機構構成,如圖5所示。
為了提高檢測速度,檢測探靴的長度與整個螺紋區的長度接近且在每一個螺紋牙底都與之相應的布置有探頭芯,使探靴不需要旋轉多周就可以實現整個螺紋區的檢測。檢測過程中,在定位機構的作用下,該裝置與被檢測鉆具螺紋中心軸線保持一致,旋轉驅動機構在電機的驅動下,帶動螺紋檢測探靴沿著螺紋線快速掃查,從而最終實現對鉆具螺紋的全面快速檢測。
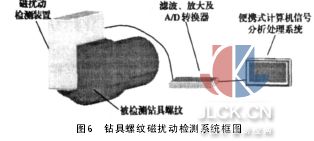
由于永磁體磁擾動螺紋檢測裝置在檢測時不再需要額外的電磁激勵,所以整個檢測系統的構建方式比較簡單。磁擾動螺紋檢測裝置輸出低頻電壓信號,直接與濾波、放大及A/D轉換電路相連即可實現其信號的采集獲取并傳送給便攜式計算機信號分析處理系統,最終實現鉆具螺紋的檢測。整個檢測系統的結構框圖如圖6所示。
4應用測試
為了對基于永磁體磁擾動的螺紋檢測方法與裝置的可行性進行實際應用測試,在一鉆桿螺紋牙底上通過電火花和機械鉆孔加工的方法分別制作了0.5mm(寬)×0.5mm(深)×15mm(長)且沿著螺紋走向的裂紋和 0.8×1mm(深)的盲孔,分別如圖7(a)、圖7(b)所示。采用本文介紹的永磁體磁擾動螺紋檢測系統對上述螺紋進行掃查檢測,獲得如圖7(c)、圖7(d)所示的檢出信號波形圖(往復掃查3次)。
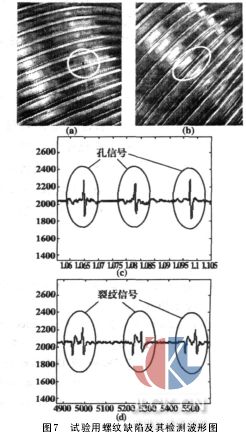
從圖7(c)、圖7(d)可以看出該檢測系統對微小盲孔和裂紋缺陷有著較好的檢出信號。進一步表明該永磁體磁擾動鉆具螺紋檢測方法與裝置有著很好的實用性與推廣性。當然,在下一階段的鉆具螺紋檢測裝置的設計中,可以進一步對具體實施裝置進行優化。
摘自:中國計量測控網






