
首頁>技術中心>技術資訊>影響超聲波測厚儀示值的因素分析和改進措施
影響超聲波測厚儀示值的因素分析和改進措施
發布時間:2017-09-01
1變厚度構件和嚴重銹蝕構件的測厚失效
1.1葛洲壩水電站變厚度金屬埋件檢測失效
1.1.1工程概況
葛洲壩水利樞紐自蓄水發電至今,運行已有29年,樞紐檢修門槽金屬埋件呈現不同程度的腐蝕狀態。為掌握水下金屬埋件的腐蝕程度、腐蝕等級、腐蝕深度及金屬表面完好性等情況,合理安排檢修門槽金屬埋件水下防腐工作,受中國長江電力股份有限公司委托,青島太平洋海洋工程有限公司于2009年11月至2009年12月對葛洲壩水利樞紐部分檢修門槽金屬埋件腐蝕狀況進行了水下抽樣檢查。檢查方法為潛水員使用超聲波測厚儀以1米為一個斷面依序測量,每個斷面內測量2點。儀器型號為:英國產CYGNUS 1(水下、陸地通用)、CYG-NUS 2(主要用于陸地)。
檢測部位為:大江沖沙閘2孔(3#孔、6#孔)上游事故檢修門槽:四根鋼側軌、底坎止水鋼板、胸墻門楣鋼板。
大江電站2臺機(10F-1、15F、17F-1、17F-2)機組進水口檢修門槽:鋼側軌、護角鋼板、底坎止水鋼板、胸墻門楣鋼板。
二江泄水閘2孔(18#孔、20#孔)檢修門槽:鋼側軌、底坎止水鋼板、胸墻門楣鋼板。
二江電站1臺機(3F)機組進水口檢修門槽:鋼側軌、護角鋼板、底坎止水鋼板、胸墻門楣鋼板。
三江沖沙閘1孔(3#孔)上游事故檢修門槽:四根鋼側軌、底坎止水鋼板、胸墻門楣鋼板。
1.1.2存在問題及現場探究
在大江電站17F-2機組進水口檢修門槽檢測時,發現工字鋼金屬埋件翼緣部位(圖1示E、J兩點處),從壩頂到底坎,測厚儀均不讀數,屏幕零顯示,且穩定。
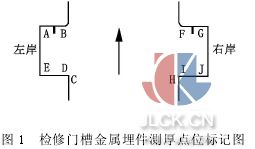
在快速排除儀器電量不足、探頭磨損原因后,重點檢查儀器的連接是否正常,同時對比測量D(I)、C(H)處的金屬埋件,該區域均能顯示穩定的讀數,表明儀器連接正常。
是否被測物表面銹包等雜質未清理干凈?于是潛水員按要求重復使用風動打磨機、風動針槍、鐵鏟等工具對該處表面進行了進一步的清理打磨,直到露出金屬光澤,但是測量后依然不讀數。
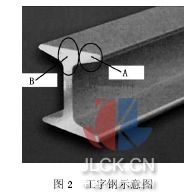
由此,分析是否被測物本身的屬性影響了測量:工字鋼翼緣部分是變厚度的,斷面呈斜坡狀(圖2)。我們推斷:這種類型的超聲波測厚儀無法正確測量類似工字鋼翼緣上表面與底面不平行的構件。為了證實這一推斷,我們做了以下兩個試驗,測量前首先使用標準試塊對超聲波測厚儀進行了校對。
試驗一:繼續檢測大江電站10F-1、15F、17F-1、二江電站3F機組進水口檢修門槽金屬埋件,發現工字鋼翼緣部位均無讀數,其余埋件如角鋼、槽鋼、鋼板埋件均能得到穩定的讀數。
試驗二:選取三塊大小不同的工字鋼待測試件進行測量比對,待測試件分別為大江電站壩頂門機底部某工字鋼構件、二江電站3F機組壩頂區域正在檢修的攔污柵某工字鋼構件、二江泄水閘16#孔壩頂金屬材料堆放區某工字鋼構件。
測量結果為:三塊工字鋼翼緣部位兩端無讀數(圖2中A區域),翼緣靠近腹板區域讀數紊亂(得到快速跳動、不穩定的讀數,圖2B區域),而同一構件的腹板區域均能得到穩定的讀數。兩次試驗證實了上述推斷。
1.1.3影響因素
被檢測面與底面不平行,超聲波到達底面時發生折射,探頭無法接收到回波信號,儀器不讀數。
1.2勝利八號平臺嚴重銹蝕構件測厚失效
1.2.1工程概況
勝利八號自升式鉆井平臺,作業水深20m,鉆井能力4500m,懸臂梁結構,一次就位最大鉆井口數9口,無頂驅,1999年開始從事修井作業,為新加坡ROBIN造船有限公司建造。
勝利八號平臺于2008年9月~12月在天津進行全面塢修,受中石化勝利石油管理局海洋鉆井公司的委托,青島太平洋海洋工程有限公司項目組于2008年9月~2008年12月,對勝利八號(主平臺、生活動力模塊)主要結構進行了超聲波測厚、磁粉探傷,為業主在檢修防護(如進行換板、防腐涂裝、補焊等)方面提供了科學參考依據。測量儀器型號為:英國產CYGNUS 1。
1.2.2存在問題
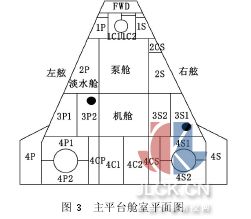
工程中,在對主平臺壓載艙、預壓載艙等主要結構進行檢測時經常出現測厚儀讀數紊亂的情況,讀數相差較大,且得不到穩定的讀數,無法進行準確測量。如:在對勝利八號平臺3P1預壓載艙(見圖3所示平面圖)左舷側外壁、4P2預壓載艙艉向外壁、4S2預壓載艙艉向外壁進行檢測時(進塢后平臺四周搭建了鋼管架,從外部施測較為方便。),測厚儀讀數紊亂,局部區域甚至不讀數。在排除常見干擾因素后,還是無法得出穩定的讀數。
進艙實地察看預壓載艙內側情況,找到了干擾測量的原因:該艙壁鋼板大面積嚴重腐蝕,存在大量銹包、銹坑,極易造成聲波衰減、散射,影響測量。最后,結合目視檢查和儀器測量情況,并對比原板厚度施測,測出板厚現值,業主對該區域整體或局部更換了新板。我們在勝利二號平臺塢修無損檢驗工程、勝利油田CBG6、CB244單井平臺常規檢測工程中也碰到過類似問題,可以說較為普遍。
1.2.3影響因素
被檢測物的背面、內部存在大量銹包、銹坑等腐蝕破壞現象,極易造成超聲波的衰減、分散,導致探頭無法接收到穩定的回波。
1.3結論
在測量時,遇到儀器不讀數、讀數紊亂的情況,必須弄清楚被測物的相關屬性,分析被檢物背面、內部可能存在的腐蝕情況及被檢物附近是否存在影響測量的其他未知結構,找到影響探頭不能接收穩定回波的原因,有目的地結合特定區域的目視檢查、損傷性檢查等來全面檢測。
2減少測厚誤差的措施
除儀器不讀數及讀數紊亂外,在實測時影響測量的因素有很多,測量同一構件時產生的誤差也是由多方面因素造成的。主要采取以下措施來減少測量誤差,提高測量精度。
2.1測前校準
測前校準是控制誤差的一個重要步驟。每次測量前都使用標準試塊對儀器進行校對(包括水上、水下示值對比),確保測量精度。每年需要將測量儀器送至國家法定計量檢定單位檢定并校準。
2.2表面清理打磨、耦合
金屬表面產生的致密氧化物或油漆防腐層,雖與基體材料結合緊密,無明顯界面,但聲速在兩種物質中的傳播速度是不同的,從而造成測量誤差,且隨覆蓋物厚度不同,誤差大小也不同。因此,在施測前需要正確使用各種清理工具對被測物表面進行打磨處理。
工件表面粗糙度過大,造成探頭與接觸面耦合效果差,反射回波低,甚至無法接收到回波信號。對于表面銹蝕,耦合效果極差的設備、管道等可通過打砂、研磨等方法對表面進行處理,降低粗糙度,同時將氧化物及油漆層去掉,露出金屬光澤,使探頭與被檢物件通過耦合劑能達到良好的耦合效果。
2.3保持儀器的最佳工作狀態
測量時確保儀器電量充足,定期更換磨損探頭,正確選用及使用耦合劑,使儀器處于最佳的工作狀態。
2.4選用合適的檢測儀器
根據被測物的不同類型有針對性地選取檢測儀器,如選用小管徑專用探頭,能較精確地測量管道等曲面材料,而使用普通測厚儀讀數則不敏感。
3結束語
測量時若遇到不讀數、讀數紊亂、耦合標志閃爍等異常情況,應準確了解被測物的屬性,不放過每一個疑點,必要時可查看結構圖紙等資料或找相關技術人員了解情況,有效排除干擾因素,以利于得出正確的認識,同時結合多種測量手段(如目視檢查、損傷性檢查等)準確施測,防止漏檢、誤檢的現象發生。
摘自:中國計量測控網






