
首頁(yè)>技術(shù)中心>技術(shù)資訊>有縫與無(wú)縫不銹鋼管的渦流檢測(cè)鑒別技術(shù)
有縫與無(wú)縫不銹鋼管的渦流檢測(cè)鑒別技術(shù)
發(fā)布時(shí)間:2017-09-01
1前言
在石油化工行業(yè)中,大量應(yīng)用不銹鋼管以耐工藝介質(zhì)的各種腐蝕。不銹鋼管分為有縫和無(wú)縫兩種。有縫管由于管子存在焊縫,耐腐蝕的能力較無(wú)縫管差。然而,由于種種原因在工程建設(shè)中經(jīng)常出現(xiàn)有縫管與無(wú)縫管混料的情況,另外,兩種鋼管存在很大的價(jià)格差異以至個(gè)別商家以有縫充無(wú)縫來(lái)牟取暴利。尤其是內(nèi)外表面都經(jīng)過機(jī)加工的有縫管從外觀根本看不出來(lái)與無(wú)縫管有什么區(qū)別。如果將有縫管用于應(yīng)該使用無(wú)縫管的部位,介質(zhì)將使管道焊縫很快腐蝕,從而導(dǎo)致泄漏引起火災(zāi)爆炸等重大事故。因而,在工程中鑒別鋼管有無(wú)焊縫存在對(duì)于確保工程質(zhì)量,杜絕以次充好現(xiàn)象具有非常重要的實(shí)際意義。傳統(tǒng)的鑒別方法是采用酸蝕法,由于不銹鋼管非常耐酸腐蝕,故用酸蝕的辦法檢查不行。通過試驗(yàn)發(fā)現(xiàn),采用渦流檢測(cè)技術(shù)來(lái)鑒別不銹鋼管是否存在焊縫效果非常好,鑒別速度快,且對(duì)被檢表面狀態(tài)要求不高。
2渦流檢測(cè)鑒別的原理
導(dǎo)電體接近通有交流電的線圈,線圈中的交流電產(chǎn)生相應(yīng)的交變磁場(chǎng)。該交變磁場(chǎng)通過導(dǎo)體,由于電磁感應(yīng)的作用,在導(dǎo)體內(nèi)感生出渦流,導(dǎo)體中的渦流也會(huì)產(chǎn)生自己的磁場(chǎng),即渦流磁場(chǎng)。其作用改變了原交變磁場(chǎng)的強(qiáng)弱。當(dāng)導(dǎo)體的幾何形狀、物理性質(zhì)(電導(dǎo)率、磁導(dǎo)率)及不連續(xù)(如缺陷)產(chǎn)生變化時(shí),將影響到渦流的大小和相位。從而導(dǎo)致線圈電壓和阻抗的變化,就可以間接地知道導(dǎo)體中的信息。有縫不銹鋼管由于焊縫部位的金屬組織與母材金屬組織顯著不同,而金屬組織是決定材料磁性的主要因素之一,亦即確定磁導(dǎo)率的大小。所以,焊縫部位的磁導(dǎo)率與母材的磁導(dǎo)率存在著較大差別。磁導(dǎo)率變化將引起線圈阻抗變化,從而鑒別出焊縫與母材。
3渦流檢測(cè)線圈的選取
3.1檢測(cè)線圈形式的確定
渦流檢測(cè)線圈可分為穿過式線圈、內(nèi)通過式線圈和放置式線圈。檢測(cè)線圈的選擇應(yīng)考慮必須能檢測(cè)出試樣中的缺陷,還應(yīng)與試樣大小、探傷儀的電特性相匹配。穿過式線圈和內(nèi)通過式線圈只能檢測(cè)周向缺陷與長(zhǎng)度很短的軸向缺陷,而有縫不銹鋼管的焊縫都是與鋼管長(zhǎng)度等長(zhǎng)的軸向走向。故無(wú)法采用穿過式線圈、內(nèi)通過式線圈實(shí)施檢測(cè)鑒別。而放置式線圈,即點(diǎn)式探頭,可置于鋼管端部沿圓周方向移動(dòng)360°即可實(shí)施局部范圍內(nèi)的檢測(cè)鑒別。所以檢測(cè)線圈形式必須選擇放置式線圈。
3.2檢測(cè)頻率的確定
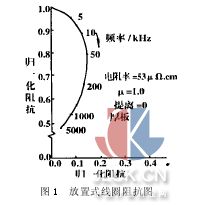
在渦流檢測(cè)中,檢測(cè)頻率與檢測(cè)靈敏度有很大關(guān)系,因而在選擇頻率時(shí)要慎重。通常應(yīng)根據(jù)以下三點(diǎn)進(jìn)行考慮:(1)渦流的滲入深度;(2)缺陷和其他參數(shù)的阻抗變化;(3)檢測(cè)速度。渦流的滲入深度D= 由此式可見,頻率越高滲入深度越小,內(nèi)部檢出靈敏度低而表面檢出靈敏度高。不同頻率對(duì)同一缺陷同一參數(shù)的阻抗變化影響也是不同的。通過頻率的選取,可找出缺陷與干擾因素阻抗變化之間的最大相位差,以利于檢測(cè)目的需要。當(dāng)檢測(cè)速度達(dá)每秒幾米時(shí),必須考慮檢測(cè)速度對(duì)檢測(cè)頻率的影響。因?yàn)闄z測(cè)速度快,缺陷通過檢測(cè)線圈的時(shí)間就短,檢出的幾率就要降低,此時(shí),必須提高檢測(cè)頻率。選擇檢測(cè)頻率的方法是利用阻抗平面:首先,找出由缺陷引起的阻抗變化最大處的頻率;然后找出缺陷與干擾因素阻抗變化之間相位差最大處的頻率。由于檢測(cè)線圈采用放置式線圈,根據(jù)其受頻率影響的阻抗圖(見圖1)。應(yīng)選擇頻率在20~200kHz拐點(diǎn)的范圍內(nèi)。但為了提高檢測(cè)靈敏度,可將檢測(cè)頻率提高到500kHz。
由此式可見,頻率越高滲入深度越小,內(nèi)部檢出靈敏度低而表面檢出靈敏度高。不同頻率對(duì)同一缺陷同一參數(shù)的阻抗變化影響也是不同的。通過頻率的選取,可找出缺陷與干擾因素阻抗變化之間的最大相位差,以利于檢測(cè)目的需要。當(dāng)檢測(cè)速度達(dá)每秒幾米時(shí),必須考慮檢測(cè)速度對(duì)檢測(cè)頻率的影響。因?yàn)闄z測(cè)速度快,缺陷通過檢測(cè)線圈的時(shí)間就短,檢出的幾率就要降低,此時(shí),必須提高檢測(cè)頻率。選擇檢測(cè)頻率的方法是利用阻抗平面:首先,找出由缺陷引起的阻抗變化最大處的頻率;然后找出缺陷與干擾因素阻抗變化之間相位差最大處的頻率。由于檢測(cè)線圈采用放置式線圈,根據(jù)其受頻率影響的阻抗圖(見圖1)。應(yīng)選擇頻率在20~200kHz拐點(diǎn)的范圍內(nèi)。但為了提高檢測(cè)靈敏度,可將檢測(cè)頻率提高到500kHz。
3.3線圈直徑的確定
放置式線圈的直徑與檢測(cè)靈敏度成反比,為了得到高的靈敏度,探頭直徑應(yīng)該等于或者小于所要檢測(cè)的缺陷長(zhǎng)度。在焊縫的檢測(cè)鑒別中,所要檢出的缺陷長(zhǎng)度亦即最小的焊縫寬度,此寬度一般為2mm左右,故檢測(cè)線圈直徑≤2mm。
4對(duì)比試樣的制備
制備對(duì)比試樣的目的是為了調(diào)節(jié)檢測(cè)靈敏度、確認(rèn)檢測(cè)系統(tǒng)的性能。對(duì)比試樣的材質(zhì)、尺寸、人工缺陷種類、大小、加工方法及校核方法都應(yīng)依據(jù)相應(yīng)的標(biāo)準(zhǔn)進(jìn)行。
尤其對(duì)比試樣的材質(zhì)、尺寸、熱處理和表面狀態(tài)等必須與被檢工件相同。為了檢測(cè)鑒別不銹鋼管是否存在焊縫,選取兩塊與被檢材質(zhì)相同、壁厚相同的不銹鋼材料,然后采用不銹鋼焊條焊在一起,再將焊縫端面部位打磨至與不銹鋼管端面相同的程度即可。最后,可用參數(shù)設(shè)置好的渦流檢測(cè)系統(tǒng)來(lái)鑒別焊縫邊界,并保證渦流信號(hào)明顯可識(shí)別。
5檢測(cè)鑒別
選定放置式線圈后,調(diào)好渦流儀的水平、垂直掃描范圍,將線圈放置在對(duì)比試塊端的母材部位,進(jìn)行平衡調(diào)節(jié)。然后以某一恒定的速度移動(dòng)并跨過焊縫。使焊縫信號(hào)的幅度大于熒光屏刻度的50%以上。然后將線圈放置到被測(cè)不銹鋼管的端部,并離開邊緣至少2mm以上進(jìn)行平衡調(diào)節(jié)。調(diào)好后以某一恒定的速度沿周向移動(dòng),即可對(duì)該不銹鋼管是否存在焊縫進(jìn)行有效判別。
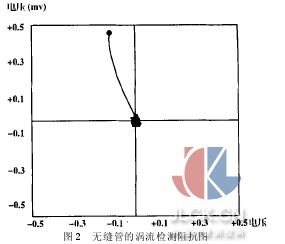
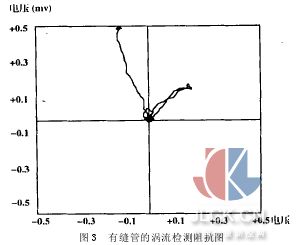
圖2是無(wú)焊縫的不銹鋼管的渦流檢測(cè)阻抗圖。由圖可見,阻抗圖形狀基本上是一個(gè)位于平衡點(diǎn)的圓點(diǎn)。而圖3是有焊縫的不銹鋼管的渦流檢測(cè)阻抗圖。為了進(jìn)一步確認(rèn)焊縫的存在,特地在渦流檢測(cè)認(rèn)為有焊縫的部位進(jìn)行金相試驗(yàn),從金相試驗(yàn)可清晰地看到焊縫熔合線的存在(見圖4)。

通過上述方法,可以很快地識(shí)別不銹鋼管是否存在焊縫。
摘自:中國(guó)計(jì)量測(cè)控網(wǎng)






