
首頁>技術(shù)中心>技術(shù)資訊>低壓渦輪工作輪射線照相工藝的探討
低壓渦輪工作輪射線照相工藝的探討
發(fā)布時(shí)間:2017-09-01
1引言
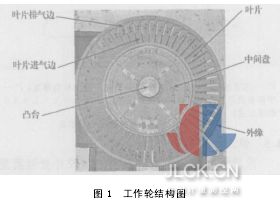
低壓渦輪工作輪是某軍事裝備上的關(guān)鍵部件,良好的質(zhì)量是保證其安全運(yùn)行的前提條件。考慮它是一種精密鑄件,故射線方法更適合其內(nèi)部缺陷的檢測(cè)。但其較復(fù)雜的結(jié)構(gòu)給射線檢測(cè)造成一定的困難,工作輪結(jié)構(gòu)如圖1所示。
采用射線檢測(cè)方法所面臨的不利因素可概括如下:①透照厚度變化大。葉片的進(jìn)氣邊的厚度為4.0mm左右,排氣邊的厚度為1.5mm左右,從厚邊到薄邊成異型遞減,造成了厚度分布的嚴(yán)重不均勻。②膠片布置不方便。凸臺(tái)的存在給葉片和中間盤的布片帶來困難,使膠片和檢測(cè)部位不容易直接接觸,從而受到散射線的影響。③部分區(qū)域底片成像較復(fù)雜,影像為多個(gè)透照部位的疊加。
2探傷工藝
根據(jù)工作輪的結(jié)構(gòu)特點(diǎn),將工作輪劃分為葉片、中間盤和外緣三個(gè)區(qū)域分別考慮。
2.1透照方式選擇
①葉片的透照方式
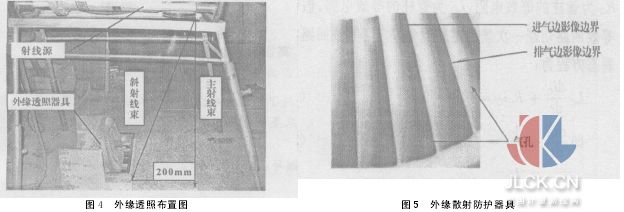
葉片的透照布置如圖2所示。為克服透照厚度變化大的不利因素,兼顧寬容度和靈敏度的影響,采用了“提高管電壓、增大焦距、進(jìn)排氣邊兩次透照”的工藝措施。[1]制作并使用了圖3所示的散射防護(hù)器具。該器具是在一塊平整的400 mm×400 mm×30mm的木板上放置一層1.5 mm厚的鉛皮,在其中心位置制作一圓孔。在透照時(shí)將凸臺(tái)放置在圓孔內(nèi),使膠片和葉片盡可能地接近,減少散射線的作用機(jī)會(huì),確保較小缺陷的檢出。
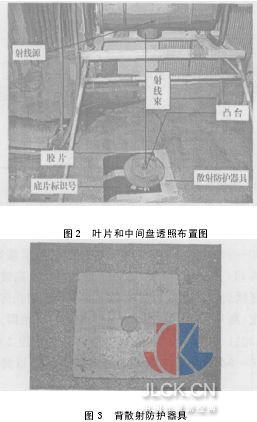
②中間盤的透照方式
中間盤的透照布置如圖2所示。所采用的工藝措施與葉片相同。
③外緣的透照方式
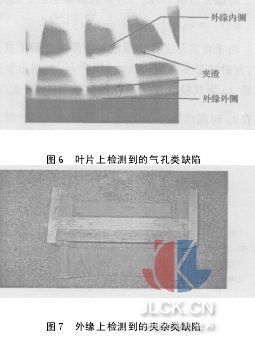
采用斜射線束透照外緣,透照布置如圖4所示。為方便布片,減少散射線的影響,制作并使用了圖5所示的器具。
2.2透照工藝參數(shù)的選擇
所選用的主要工藝參數(shù)如表1所示。

3結(jié)論
按照上述透照方式和工藝參數(shù)對(duì)工作輪進(jìn)行透照,可有效檢測(cè)到工作輪中存在的裂紋、氣孔、疏松等鑄造缺陷(檢測(cè)到的部分缺陷圖像如圖6、圖7所示)。
4討論
①膠片盡可能靠近、最好緊貼檢測(cè)部位是至關(guān)重要的。從工作輪工藝試驗(yàn)情況來看,如果膠片與透照部位存在空隙,在透照底片上會(huì)出現(xiàn)類似于鑄造疏松的顯示影像,該影像與真實(shí)的疏松缺陷影像很難區(qū)分開。
②由于葉片根部對(duì)外緣的遮擋造成外緣在透照方向上的厚度過大,底片出現(xiàn)黑度較低的影像重疊區(qū)域。該區(qū)域影像邊界模糊。
摘自:中國計(jì)量測(cè)控網(wǎng)






