
首頁>技術中心>技術資訊>非量測數碼相機在砼管片變形檢測中的應用
非量測數碼相機在砼管片變形檢測中的應用
發布時間:2017-09-01
一、前言
數碼相機是一種集光、機、電為一體的電子產品。它集成了影像信息的轉換、存貯、傳輸等部件,具有數字化存貯功能,能與計算機進行數字信息的交互處理,因此數碼相機用于近景攝影測量已迅速興起。量測型數碼相機內方位元素經碼相機是否能用于量測作業引起人們廣泛關注。本文主要探討將非量測型數碼相機用于中等精度的變形檢測的可行性和實用性。
二、非量測數碼相機的檢校
由于非量測型數字相機內方位元素未經鑒定,而且相機鏡頭畸變較大,因此從事工程測量作業時就必須對相機進行檢校。
非量測數碼相機檢校可在室內進行,首先布設檢測場,在室內墻上均勻分布多個明顯標志點,同時在標志點正前方一定距離并排布設3個攝站;然后用2臺T-3000電子經緯儀及一根精密基線尺完成對標志點和攝站點的局部空間坐標的量測;最后用固定主距在3個攝站上攝取標志點,利用面中心投影方程解出數碼相機的內方位元素和像差計算改正網格,經改正后數碼相機量測精度會提高5~10倍[1]。面中心投影方程為
其中x0,y0,f為相機內方位元素;Xs,Ys,Zs為攝站坐標;x,y為像坐標;dx,dy為像差;X,Y,Z為物方空間坐標。
三、用非量測數碼相機檢測砼管片的變形
砼管片在生產過程中由于鋼模具的變形及其自身的冷熱伸縮等原因產生了變形,因此需要量測出它的平均厚度、對角線長度等形態元素尺寸,與設計值比較,檢測砼管片的變形。
1.基本方案
由精密基線尺量測8根用鋁合金制作的基準控制尺,量測精度應接近±0.1 mm,使其滿足測量控制要求。其中4根控制垂直方向,2根控制水平方向,2根控制景深方向,并在被測物體(砼管片)特征點上精確布設易量測的標志點,以增強量測時的識別能力。由于砼管片棱邊清晰,且角點為三棱邊垂直交叉點,故標志點設計為十字交叉點,粘貼時十字邊與棱邊對齊。除角點外還選用一些點作為模型連接點。
用檢校過的數碼相機,圍繞被測物體從8個角度連續拍攝獲取大重疊的數字影像;然后用目標自動量測軟件獲取每幅影像上的標志點,量測精度達到子像元級,并對量測坐標進行像差改正;最后由含直線相對控制的光線束法區域網平差程序,計算被測物體各特征點空間坐標以及形態元素尺寸,從而算出砼管片的變形。
2.作業流程
作業流程見圖1。

3.實施過程
(1)標志點的布設及影像獲取
在砼管片各特征點上貼上測量標志,砼管片上24個特征點,基準尺上24個標志點,每一個砼管片為48個標志點。由于砼管片為4個疊合一組,因此一組砼管片點數為120個標志點。
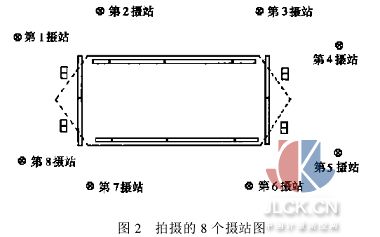
我們采取圍繞砼管片順時針布設8個攝站(攝站順序見圖2)。攝站高定為2 m,采用柯達數碼相機(KODAKDC260),事先將經檢校好的各項參數值設置好,在8個攝站上順序拍攝,將獲取的數字影像數據及時傳給計算機進行處理,每幅圖像像素為1 024×1 536。一般正常拍攝一組砼管片所用的時間為10 min即可。拍攝的基本原則是保證每個被測點在3幅不同圖像中出現,即被觀測3次。
(2)數據量測
自動量測是本次任務高效率完成的基本保證,它是由幾何擬合,相關性分析以及最小二乘匹配3項技術集成的一個完整的程序模塊,從而實現由粗配準、像元級定位到子像元級精密量測全部功能。由于每次觀測被測物與攝站相對位置固定,且被測物特征點位置亦相對固定,因此特征點在每幅圖像上的像坐標的概略位置已知。首先用相關系數法進行粗匹配,然后用最小二乘匹配進行精配準。一般熟練的作業員量測一組數據需要的時間為20 min。
(3)平差計算
1.建立輔助坐標系,滿足右手法則。以砼管片幾何中心為原點,X軸平行于砼管片兩端最高點(理論值)的連線,方向背離第一攝站(第一攝站從砼管片一角邊開始,順時針布設,見圖2);Y軸平行于砼管片曲面;Z軸垂直于XY面,方向向上。故所有特征點Z坐標均為負值。
2.平差計算的方法是由被測物的標志點分8個攝站組成區域網,在共線條件和空間距離條件約束下,實現相對位置最小二乘法平差。即各點位置既滿足共線條件,亦滿足空間距離條件。計算時用各點的理論值作為初始值,由于參加平差的點數是固定的且數量不多,因此平差時直接使用原始誤差方程。
(4)精度分析
數碼相機鑒定主距為f=1 686.99像元,拍攝物距為L=3 m,攝影基線B=2.5 m,像元尺寸為d=7.5L,攝影比例尺約M=180。令目標點中誤差為Mx,My,Mz,像坐標量測中誤差為mx,my,若像坐標的量測精度達±0.2像元,則
mx=1.5L
my=1.5L
根據以下目標點精度估算公式:
Mx=Mmx=±0.27 mm
My=Mmy=±0.27 mm
Mz=LMx/B=±0.32 mm
位置理論中誤差:

(5)實測結果
在實際的作業過程中,當平差計算顯示基準尺閉合差不超過±0.2 mm時,認為結果可靠。由實測坐標與理論坐標進行比較得到砼管片所有特征點坐標偏差及中誤差,其理論坐標是每個砼管片特征點在其輔助坐標系中的理論值(可根據設計圖紙計算得到),實測坐標為特征點經過量測平差計算后所得坐標值。
我們對抽樣的583片砼管片進行了檢測和成果統計。結果表明,量測中誤差在±0.5 mm左右,與理論估計基本一致,所檢測的砼管片變形誤差在±1~±4 mm之間,占整個砼管片量測中的83.2%,這與生產廠家用常規方法獲取的結果基本一致,但作業效率明顯優于常規方法。這也說明校正過的非量測型數碼相機是可以用于中等精度的工程測量。
摘自:中國計量測控網






