
X射線曝光方程式的設計及應用
發布時間:2017-09-01
在無損檢測中,通常把管子公稱直徑De≤100mm的管子稱為小徑管。階梯試塊制作的X射線曝光曲線,用于小徑管環焊縫X射線探傷選取曝光參數時,由于平面與圓弧面的差異、實際透照厚度值連續變化、實際透照厚度比很大、焊縫區與母材區厚度比很大等原因,致使實際X射線探傷時,選取透照厚度是估算選取,誤差較大。它直接影響X射線底片的黑度及X射線探傷靈敏度。
根據原X射線曝光曲線,估算選取小徑管的透照厚度,經過本文所述程序,設計X射線曝光方程式。使用X射線曝光方程式,選取小徑管環焊縫X射線探傷的曝光參數,對X射線探傷靈敏度、厚度寬容度及底片黑度的控制,起到了良好的效果。
1小徑管環焊縫X射線探傷的技術難度
1.1技術難度的理論分析
(1)平面階梯試塊與小徑管環焊縫圓弧面的差異
不論是管電壓―透照厚度(kV-T)類型的曝光曲線,還是曝光量―透照厚度(E-T)類型的曝光曲線,都是通過改變曝光參數(例如固定管電壓kV,改變曝光量E;或者固定曝光量E,改變管電壓kV),透照由不同固定厚度組成的平面階梯試塊制作的。對小徑管環焊縫而言,圓弧面的透照厚度是連續變化的。將平面階梯試塊制作的曝光曲線用于小徑管環焊縫的圓弧面,依此來選擇曝光參數,顯然會帶來誤差。
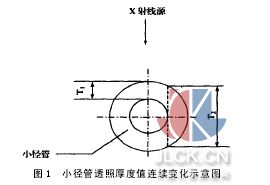
(2)實際透照厚度值連續變化及透照厚度比大小徑管環焊縫透照厚度值連續變化如圖1所示。透照時假設為雙壁雙影重疊成像,且不考慮焊縫余高,則小徑管的實際透照厚度值由2T1連續線性變化到T2(見圖1),即透照厚度比2T1/T2很大。例如 76~ 89的管子,一般理論最大厚度比K∞大于4.2[1],考慮到小徑管射線照相對比度和厚度寬容度的平衡關系,經驗厚度比Ke也大于1.5[1];又例如 38~ 76的管子,一般理論最大厚度比K∞大于3[1];經驗厚度比Ke大于1.4。因此,底片有效檢測范圍難以達到D= 2.0~3.5[1],有時甚至不能達到1.5~3.5。厚度比越大,底片有效檢測范圍越難以達到D= 2.0~3.5。
(3)焊縫區與母材區的透照厚度比大
小徑管自身壁厚較薄,然而由于氬弧焊打底及手工焊蓋面,致使內外加強高均較高。所以,焊縫區與母材區的透照厚度比大,X射線底片上焊縫區與母材區的黑度差較大。在焊縫區與母材區上難以同時達到要求的像質指數。一味地追求厚度寬容度,管電壓選擇太高,又會使探傷靈敏度下降。
焊縫區與母材區透照厚度比大,則完全有可能出現這樣的情況:焊縫區的像質指數達到了相關標準的要求,而母材區的像質指數則可能達不到相關標準的要求;母材區包括熱影響區的缺陷就可能存在漏檢。
(4)曝光參數不能線性表示
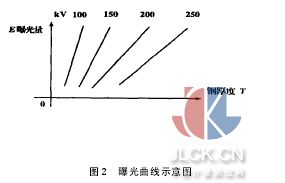
前已敘述,不論是管電壓-透照厚度(kV-T)類型的曝光曲線,還是曝光量-透照厚度(E-T)類型的曝光曲線,都是通過改變曝光參數(例如固定整數管電壓kV,改變曝光量E;或者固定整數曝光量E,改變管電壓kV),透照由不同固定厚度組成的平面階梯試塊制作的。所以,變化參數(管電壓kV、曝光量E)在曝光曲線座標系中分層出現,不能線性連續表示。當透照條件需選在兩個變化參數之間時,例如:圖2E-T曲線中,160kV,180kV之間是空檔,欲選擇170kV就不能得到精確曝光參數,這樣,就被迫帶來估計因素,增加了誤差。即使可以用逼近插值法求出精確值,但在實際使用中,也不太容易實現。
1.2技術難度的實際分析
(1)自動洗片機的使用,對曝光參數的選擇要求更嚴
長期以來,X射線探傷選取曝光參數,一直使用曝光曲線。曝光曲線是用平面階梯試塊制作的,而小徑管環焊縫是圓弧面,且透照厚度是連續線性變化的。依據哪一個透照厚度來選擇曝光量和管電壓,常常是估計的成份比較多。實際生產中,若是發現透照厚度選擇誤差太大,也是通過不可取的暗室處理來調節。底片的黑度缺乏嚴格的控制。
隨著X射線探傷技術的發展,自動洗片機的使用率越來越高,底片要獲得相關標準規定的黑度,對膠片應獲得的照射量越來越嚴。曝光參數選擇不準確,想通過暗室處理來調節已經不現實。
(2)粗糙的曝光曲線增加了曝光參數的誤差
由于本公司的工作性質,X射線探傷環境移動性很大,設備變動頻繁,如機頭、控制柜、低壓電纜經常由于維修或工程突擊而互相調用。此時曝光曲線是需要根據實際情況隨時修正的。但是由于修正工作量太大,使得曝光曲線的修正工作往往是比較粗糙的。所以實際生產中使用的各類曝光曲線,不論是管電壓-透照厚度(kV-T)類型的曝光曲線,還是曝光量―透照厚度(E-T)類型的曝光曲線,往往是比較粗糙的。使得利用曝光曲線選取的曝光參數誤差更大。
2X射線曝光方程式的設計
2.1設計程序
(a)在現場實際使用中,利用原來曝光曲線,選擇若干帶有估計性的曝光參數,對小徑管環焊縫進行透照,得到若干X射線底片。注意:這些X射線底片曝光量未得到嚴格控制,黑度有差異,探傷靈敏度
也有差異。
(b)從這些X射線底片中,選出各項技術參數滿足要求的底片。記錄下每張底片的管電壓V、曝光時間t、透照厚度TA。把V作為應變量,把TA、t作為自變量,在座標紙上將每一組數據(V、T、t)用叉點作成散點圖(略)。觀察散點圖,可設計出X射線曝光原始方程式如下:V=a0+a1t+a2TA
這個X射線曝光原始方程式,在幾何上表示一個平面,可解決曝光曲線隨變化參數無法連續的問題。
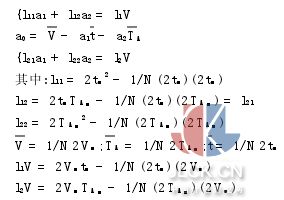
(c)用最小二乘法原理來確定待定系數a0、a1、a2。為使離正確曲線誤差最小。即使: (a0、a1、a2)=Σ(V-a0-a1t-a2TA)2達到極小值,為此分別對a0、a1、a2求偏微商,并令其等于零,得正規方程:
(d)解此方程組,就可以得到待定系數a0、a1、a2。
(e)將待定系數a0、a1、a2代入X射線曝光原始方程式中,即可得到X射線曝光方程式。
2.2設計要求
(a)X射線曝光方程式應能將曝光曲線中的曝光參數,例如:管電壓-透照厚度(kV-T)曝光曲線及曝光量-透照厚度(E-T)曝光曲線中的曝光參數kV、E、T變為線性連續可調。
(b)使用X射線曝光方程式,選取曝光參數,透照的X射線底片,其有效檢出范圍應控制在大于90%,其計算方法如標準要求。
(c)使用X射線曝光方程式選取曝光參數,透照的X射線底片,其黑度控制為,在有效評定區內,母材區上最大黑度≤3.5,焊縫區上黑度=2.0左右。
(d)使用X射線曝光方程式選取曝光參數,透照的X射線底片上,焊縫區與母材區應能同時滿足相關技術標準對像質指數的要求。
2.3設計舉例
2.3.1設計試驗條件
設備:XXQ-2505變頻充氣X射線機編號:0526焦距:400 mm自動洗片機:宏達2067;固定顯影液配方、定影液配方及暗室處理條件例如溫度和時間等。膠片:AGFA-C7。小徑管規格(直徑×壁厚)(mm): 89×4、 60×3.5、 45×3.5;
2.3.2設計程序
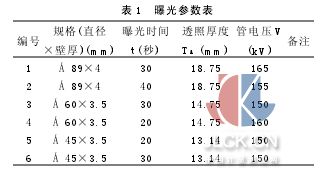
(1)利用原來X射線曝光曲線選取曝光參數,透照X射線底片10張,測試母材區及焊縫區,黑度、像質指數在母材區及焊縫區上的根數和長度;發現有效檢測范圍均滿足要求的有6張。曝光參數如表1所示。
(2)對t2、TA2、tTA、tV、TAV進行計算,如表2所示。
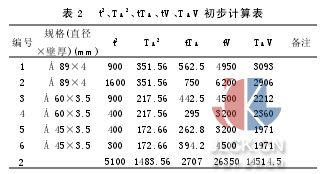
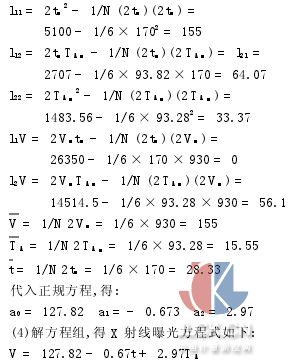
(3)對l11、l12、l22、l1V、l2V、V、TA、t進行計算,如下:
3應用舉例
該X射線曝光方程式已經直接并成功應用在陜西西宇無損檢測公司西安市小區天然氣工程中。例如,利用上述小徑管環焊縫X射線曝光方程式:V= 127.82 - 0.67t+ 2.97TA
計算:X射線探傷小徑管 89×4 mm,使用曝光時間為30 s(曝光電流為5 mA)時,則管電壓為:
V= 127.82 - 0.67t+ 2.97TA=127.82 - 0.67×30 + 2.97×18.75 =163.4千伏≈165千伏
其中:TA按JB 4730附錄E1計算

4后續工作
(1)由于計算量很大,已經開始設計電腦軟件。達到只需按本文2.3操作,將合格X射線底片的曝光參數輸入,就可得到X射線曝光方程式。
(2)本實驗固定了焦距。在現場施工過程中,焦距的變化是很頻繁的,若將焦距也制作到X射線曝光方程式,將更增加方程的實用性。
摘自:中國計量測控網






